Did you know that liquid ring pumps are widely used in various industrial applications, providing reliable and efficient pumping solutions? These versatile pump systems play a crucial role in handling liquids and gases in diverse industries, from chemical processing to power generation.
In this comprehensive guide, we will explore everything you need to know about liquid ring pumps and how to maximize their efficiency and reliability for your industrial applications. Whether you are looking to improve liquid handling equipment or troubleshoot pump issues, this guide will provide expert tips and insights.
Key Takeaways:
- Liquid ring pumps are widely used in industrial applications for pumping liquids and gases.
- This comprehensive guide will help you optimize the efficiency and reliability of your liquid ring pumps.
- Learn how to troubleshoot common pump issues and implement advanced techniques for performance optimization.
- Discover industry best practices for the effective use and maintenance of liquid ring pumps.
- By following these tips, you can enhance pump efficiency, reduce downtime, and improve productivity in your industrial operations.
Understanding Liquid Ring Pumps
Before delving into the details of optimizing liquid ring pumps, it is crucial to have a clear understanding of what they are and how they work. In this section, we will explain the basics of liquid ring pumps, their different types and variations, and their common applications in industrial settings.
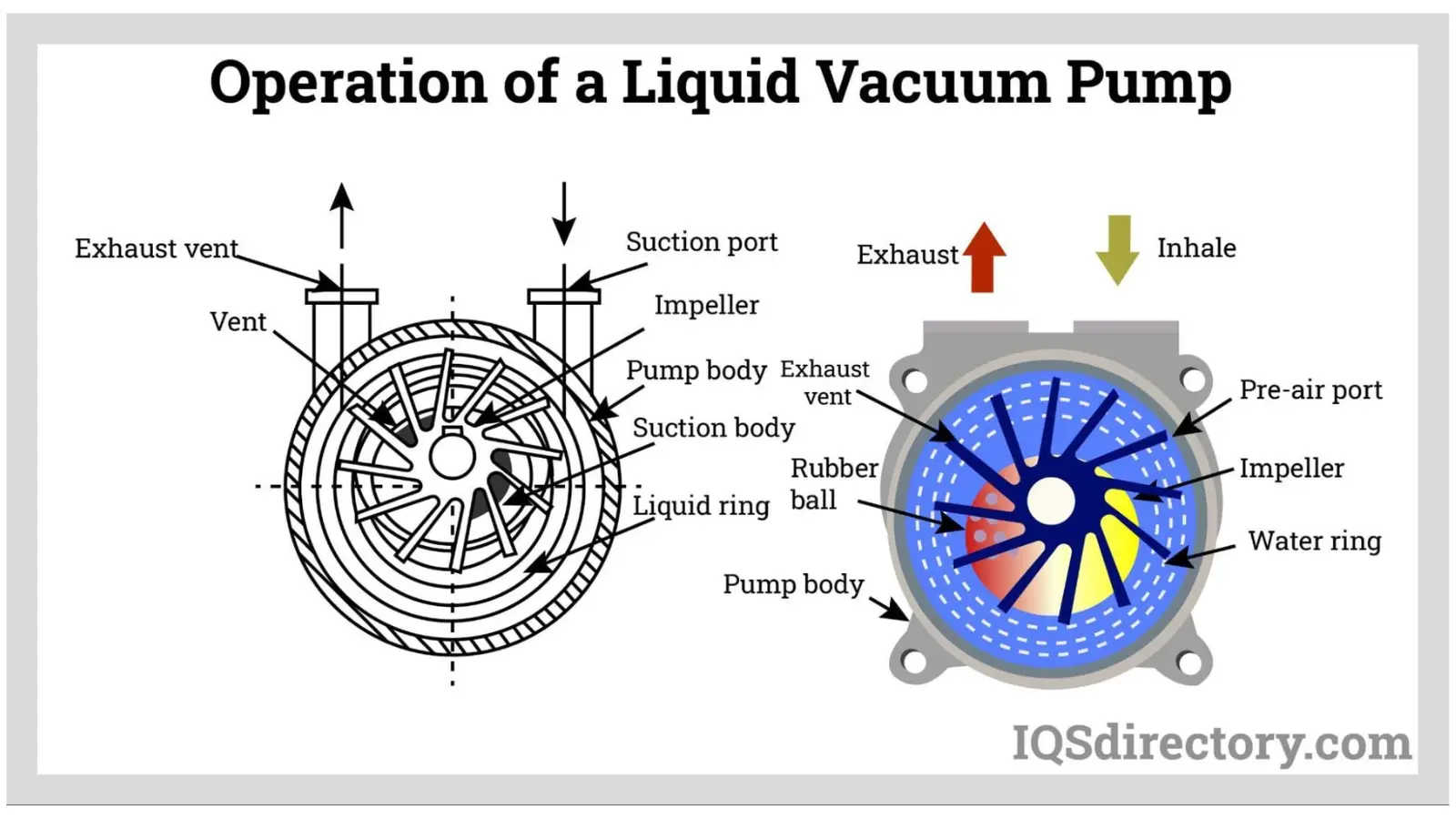
Liquid ring pumps are a type of vacuum pumps that utilize a unique operating principle to create suction and move fluids. Instead of traditional mechanical components like pistons or impellers, liquid ring pumps use a ring of liquid to create a seal and generate the necessary vacuum.
These pumps are highly efficient and reliable, making them ideal for various industries, including chemical processing, pharmaceutical production, and wastewater treatment. Their ability to handle liquids, gases, and even solids makes them versatile tools in liquid handling equipment.
There are several different types of liquid ring pumps, each designed to suit specific applications and requirements. Some common variations include single-stage and multi-stage liquid ring pumps, depending on the desired vacuum level and capacity.
Single-stage pumps are typically used for low to medium vacuum applications, while multi-stage pumps are capable of achieving higher levels of vacuum. Additionally, some liquid ring pumps can handle corrosive or hazardous fluids, making them suitable for specialized industries.
Now that we have established the basics of liquid ring pumps, we can explore the different ways to optimize their efficiency and performance. In the next sections, we will delve deeper into maintenance techniques, troubleshooting tips, and advanced strategies to ensure your liquid ring pumps operate at their best.
Enhancing Pump Efficiency
To ensure the maximum efficiency of your industrial pumps and pump systems, proper maintenance and optimization are crucial. Neglecting these aspects can lead to decreased performance, increased energy consumption, and costly repairs. In this section, we will discuss the key factors that impact pump efficiency and provide practical tips to help you maintain and optimize your pump systems effectively.
Regular Maintenance Routines
Regular maintenance is vital for the smooth operation of industrial pumps. By following a comprehensive maintenance routine, you can identify and address potential issues before they escalate, ensuring optimal pump performance and longevity. Here are a few key maintenance tasks to consider:
- Inspecting and cleaning pump components regularly.
- Checking for leaks and addressing them promptly.
- Lubricating moving parts to minimize friction and wear.
- Replacing worn-out or damaged parts to maintain optimal performance.
Performance Monitoring
Monitoring the performance of your pump systems is crucial for identifying inefficiencies and taking proactive measures to optimize them. Here are some ways to monitor and assess the performance of your pumps:
- Tracking flow rates and pressure differentials to ensure they remain within optimal ranges.
- Regularly measuring power consumption to detect potential energy wastage.
- Implementing condition monitoring techniques such as vibration analysis and thermal imaging to identify early signs of equipment malfunction.
System Design Considerations
The design of your pump system plays a significant role in its overall efficiency. By considering key design factors, you can ensure that your pump system operates at its peak performance. Here are some design considerations to keep in mind:
- Properly sizing the pump to match the system requirements, avoiding oversizing or undersizing.
- Optimizing the piping layout to minimize friction losses and pressure drops.
- Incorporating energy-efficient technologies such as variable speed drives or control systems.
- Choosing the right materials for pump components to minimize corrosion and wear.
By following these maintenance routines, monitoring performance, and considering system design factors, you can ensure the maximum efficiency of your pump systems. Implementing these practices will not only improve performance but also reduce energy consumption, extend the lifespan of your pumps, and ultimately save costs in the long term.
| Factor | Impact on Pump Efficiency |
|---|---|
| Regular Maintenance | Prevents issues, ensures optimal performance |
| Performance Monitoring | Identifies inefficiencies, allows for optimization |
| System Design | Ensures proper sizing, minimizes losses and wear |
Troubleshooting Pump Issues
Despite the reliability of liquid ring pumps, it is not uncommon for them to encounter issues that can affect their performance. Identifying and resolving these problems promptly is vital to minimizing production downtime and maintaining optimal pump efficiency. In this section, we will highlight some of the most common pump problems and provide troubleshooting tips to help you get your pump back in working order.
Common Pump Problems
- Pump Cavitation: This occurs when the pump’s suction pressure drops too low, causing the formation of vapor bubbles. Cavitation can lead to decreased pump efficiency and increased noise levels. Insufficient NPSHa (Net Positive Suction Head available) is often the cause of cavitation.
- Low Flow or No Flow: If your liquid ring pump is not producing the expected flow rate or is not pumping at all, it could be due to a variety of reasons such as a clogged impeller, a blocked discharge line, or a malfunctioning check valve.
- Noisy Operation: Unusual noises such as grinding, rattling, or excessive vibration may indicate a problem with the pump’s bearings, impeller, or motor. It is crucial to investigate these noises promptly to prevent further damage to the pump.
- Liquid Leakage: If you notice any signs of liquid leakage around the pump seals or connections, it is essential to address the issue immediately. Leakage can result in decreased pump performance and can also pose safety risks.
Troubleshooting Tips
When troubleshooting pump issues, it is essential to approach the problem systematically. Here are some general troubleshooting tips:
- Inspect the pump and surrounding components for any visible signs of damage, wear, or leaks.
- Check the suction and discharge lines for any obstructions or blockages.
- Verify that the pump is properly primed and that there are no issues with the pump’s impeller or seals.
- Review the pump’s operating conditions, including flow rates, pressure levels, and temperature to ensure they are within the recommended range.
- Consult the pump manufacturer’s manual or contact their technical support for specific troubleshooting guidance.
- Consider scheduling regular pump maintenance and inspection to prevent potential issues and ensure optimal performance.
By following these troubleshooting tips and techniques, you can identify and resolve pump issues effectively, minimizing production disruptions and maintaining the efficiency of your liquid ring pump.
Advanced Techniques for Performance Optimization
When it comes to enhancing the performance of your liquid ring pumps, there are advanced techniques and strategies that can make a significant difference. By implementing these approaches, you can maximize efficiency and productivity in various industrial applications.
System Configuration
Optimizing the configuration of your pump system is crucial for achieving optimal performance. Properly sizing the pump, selecting the right materials, and ensuring efficient piping layouts can help minimize energy consumption and maximize operational efficiency.
Control Strategies
Implementing effective control strategies can provide greater control over pump operations and improve energy efficiency. By utilizing variable frequency drives or other advanced control technologies, you can adjust pump speed and output to match system demands, reducing power consumption and extending equipment lifespan.
Energy-Saving Initiatives
To reduce energy costs and environmental impact, consider implementing energy-saving initiatives such as pump system optimization, heat recovery, and the use of renewable energy sources. These initiatives can not only reduce operating costs but also enhance the sustainability of your industrial processes.
“Proper system configuration, well-implemented control strategies, and energy-saving initiatives are key elements in optimizing the performance of liquid ring pumps.” – Mark Johnson, Pump Systems Expert
By adopting these advanced techniques for performance optimization, you can unlock the full potential of your liquid ring pumps. Whether you’re operating in the chemical, pharmaceutical, or food and beverage industry, these strategies can drive efficiency, increase productivity, and ultimately contribute to the success of your industrial applications.
Industry Best Practices for Liquid Ring Pumps
In order to ensure the effective use and maintenance of liquid ring pumps, it is vital to draw on industry expertise and adopt best practices. By following proper installation techniques, conducting routine inspections, and implementing recommended safety procedures, you can significantly prolong the lifespan and maximize the performance of your pumps. These industry best practices cover a range of key areas, including:
- Installation
- Inspection and Maintenance
- Safety Measures
Installation
Proper installation of liquid ring pumps is essential to their long-term performance. To achieve optimal results, ensure that your pumps are correctly positioned, aligned, and securely fastened. Follow the manufacturer’s guidelines and consult industry standards for guidance on installation procedures specific to your liquid handling equipment.
Inspection and Maintenance
To maintain the efficiency and reliability of your liquid ring pumps, establishing a regular inspection and maintenance schedule is critical. Conduct routine checks to identify any signs of wear, damage, or leaks. Regularly clean and lubricate the necessary components, while also replacing worn-out parts to prevent potential breakdowns and costly downtime.
Additionally, keep a detailed record of maintenance activities, including dates, tasks performed, and any issues encountered. This information will be invaluable for tracking the pump’s performance, troubleshooting potential problems, and ensuring that maintenance tasks are not overlooked.
Safety Measures
When working with liquid ring pumps, it is vital to prioritize safety to protect personnel and equipment. Implement appropriate safety measures, such as securing the pump and associated components to prevent accidental movement or dislodging. Use personal protective equipment (PPE) when performing maintenance tasks, and ensure that operators are trained in proper handling procedures.
Furthermore, establish clear emergency protocols in case of pump failure or other hazardous situations. Regularly review and update safety procedures to reflect any changes in equipment or industry standards.
| Benefits of Best Practices | Challenges to Overcome |
|---|---|
| Enhanced pump performance and efficiency Extended pump lifespan Reduced maintenance costs | Initial time and resource investment Ensuring compliance with safety standards Adapting best practices to specific industry applications |
By implementing industry best practices for liquid ring pumps, you can achieve optimal performance, minimize downtime, and maximize the longevity of your equipment. These practices not only lead to cost savings but also contribute to a safer working environment. Incorporate these guidelines into your pump maintenance routine to ensure seamless operations and enhance overall productivity.
Conclusion
In conclusion, the efficient and reliable operation of liquid ring pumps is crucial for successful industrial applications. By implementing proper maintenance practices, addressing issues promptly, and utilizing advanced optimization techniques, you can unlock the full potential of your liquid ring pumps, resulting in smooth operations and enhanced productivity.
Regular maintenance routines, such as inspections and performance monitoring, are essential for ensuring optimal pump efficiency. By adhering to industry best practices and conducting routine maintenance, you can identify and resolve potential problems before they escalate, minimizing production downtime.
Additionally, adopting advanced techniques like system configuration and control strategies, as well as energy-saving initiatives, can further optimize the performance of your liquid ring pumps. These strategies not only improve efficiency but also contribute to cost savings and overall sustainability.
By following these recommendations and consistently focusing on pump maintenance and optimization, you can maximize the lifespan and performance of your liquid ring pumps, ultimately driving success in your industrial operations.
FAQ
What is a liquid ring pump?
A liquid ring pump is a type of vacuum pump that uses a liquid, typically water, to create a seal and generate suction. It works by rotating a ring of liquid inside the pump chamber, creating a series of cavities that trap and compress gas or vapor molecules. This process enables the pump to create a vacuum or maintain a specific pressure level in various industrial applications.
How does a liquid ring pump work?
Liquid ring pumps operate on the principle of displacement. As the liquid ring rotates inside the pump, it creates a centrifugal force that moves the gas or vapor molecules towards the outer edge of the pump chamber. Simultaneously, the pump’s impeller generates additional pressure, compressing the gas or vapor and increasing its density. This compression and expulsion process continue as the liquid ring continuously circulates, enabling the pump to maintain the desired pressure or vacuum level.
What are the common applications of liquid ring pumps?
Liquid ring pumps find widespread use in various industrial applications, including but not limited to: chemical processing, pharmaceutical manufacturing, food and beverage production, oil and gas refining, power generation, and wastewater treatment. Their ability to handle a wide range of gases, liquids, and vapors makes them suitable for processes involving vacuum distillation, degassing, filtration, evaporation, compression, and many other liquid handling operations.
How can I enhance the efficiency of my liquid ring pump?
To maximize the efficiency of your liquid ring pump, several factors should be considered. Regular maintenance, including ensuring proper lubrication, checking for leaks, and cleaning the pump internals, is crucial. Additionally, optimizing the system design, such as proper piping, controlling system pressure, and using appropriate accessories, can significantly improve efficiency. Monitoring pump performance, including power consumption and suction capacity, is also vital for identifying any potential issues or inefficiencies.
What are common problems associated with liquid ring pumps?
Some common issues that can arise with liquid ring pumps include cavitation, excessive noise or vibration, loss of performance, higher power consumption, and seal integrity problems. These problems can be caused by factors such as improper maintenance, insufficient liquid recirculation, pump overload, worn-out components, or incorrect system design. Prompt troubleshooting and addressing these issues can help prevent further damage and ensure optimal pump performance.
Are there any advanced techniques to optimize liquid ring pump performance?
Yes, there are advanced techniques that can further enhance the performance of liquid ring pumps. These include system configuration optimization, such as determining the optimal number of stages, selecting the right impeller design, and using variable speed drives. Energy-saving initiatives, such as heat recovery systems and frequency converters, can also improve efficiency. Additionally, integrating smart control strategies and monitoring systems provides real-time insights into pump performance, allowing for continuous optimization.
What are some industry best practices for maintaining liquid ring pumps?
To ensure the longevity and reliability of liquid ring pumps, industry best practices recommend regular inspections and maintenance routines. This can involve checking and cleaning filters, inspecting the pump’s mechanical seals, monitoring fluid quality, and verifying system pressure and temperature levels. Adhering to proper installation techniques, such as aligning the pump and motor correctly, using the recommended piping and support structures, and complying with safety guidelines, is also crucial.



